

in Atmosphere
in Atmosphere
Achievable
Industrial Air Separation for Oxygen & Nitrogen
An Oxygen & Nitrogen Gas Plant is an industrial facility designed to separate atmospheric air into its main components — primarily oxygen (O₂) and nitrogen (N₂) — for industrial, medical, and commercial applications.
Since air is roughly 78% nitrogen, 21% oxygen, and small amounts of other gases, these plants use specialized separation technologies to isolate and purify each gas with exceptional precision.
Tech Care India designs and manufactures these plants with end-to-end support — covering installation, commissioning, and annual maintenance to ensure peak performance from day one.
How an Air Separation Plant Works
Air Compression
Atmospheric air is drawn in and compressed using air compressors to required pressure.
Air Purification
Compressed air passes through filters removing dust, moisture, CO₂ and hydrocarbons.
Cooling Process
Purified air is cooled to very low temperatures until it fully liquefies.
Cryogenic Distillation
Liquid air is separated based on different boiling points of O₂ and N₂.
Collection & Storage
High-purity oxygen and nitrogen are collected in storage tanks or sent to cylinder filling.
Air Compression
Atmospheric air is drawn in and compressed using air compressors to the required working pressure.
Air Purification
Compressed air passes through filters and purification units to remove dust, moisture, CO₂ and hydrocarbons.
Cooling Process
Purified air is cooled to very low temperatures until it fully liquefies for separation.
Cryogenic Distillation
Liquid air is separated based on different boiling points — nitrogen at -196°C and oxygen at -183°C.
Collection & Storage
High-purity oxygen and nitrogen are collected in storage tanks or sent for cylinder filling.
Separation by Boiling Point
Liquid air is separated using the principle that different gases have different boiling points. Because nitrogen has a lower boiling point than oxygen, it vaporizes first and rises while oxygen remains as liquid — achieving ultra-high purity separation.

Output Options & Storage Methods
After separation, high-purity oxygen and nitrogen can be delivered in multiple formats depending on your operational requirements.
Cylinder Filling
Gaseous oxygen or nitrogen is compressed into high-pressure cylinders for portable industrial, medical, or laboratory use.
Liquid Storage (LOX / LIN)
Gases stored as liquid oxygen (LOX) or liquid nitrogen (LIN) in cryogenic tanks for bulk, long-term supply needs.
Pipeline Supply
Continuous on-site pipeline distribution of gaseous oxygen or nitrogen directly to production lines and processes.
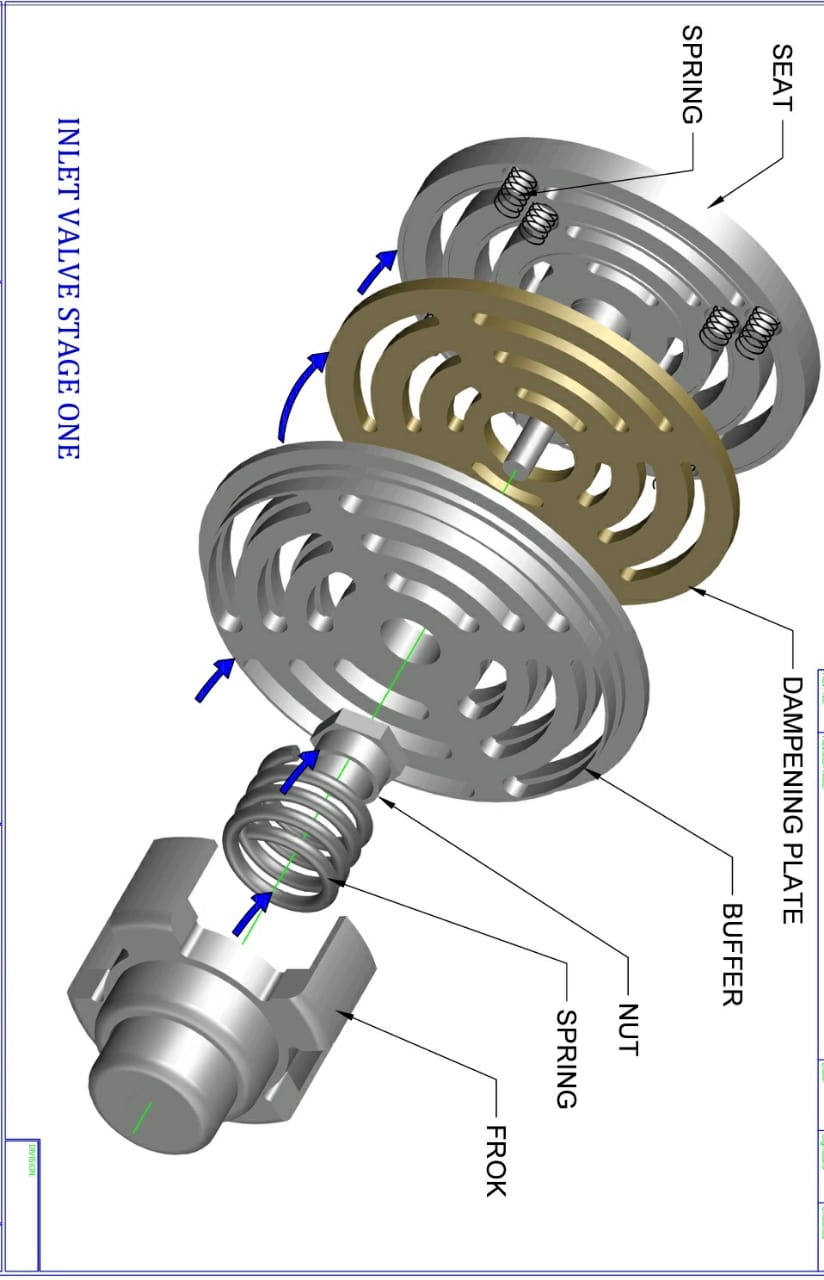
Key Components of an Oxygen & Nitrogen Plant
A complete plant integrates multiple precision-engineered systems working in sequence to deliver reliable gas output.
Choosing the Right Generation System
Different production scales and purity requirements call for different separation technologies. We offer all three major systems.
Cryogenic Air Separation Plant
The industry standard for large-scale production. Delivers ultra-high purity oxygen and nitrogen (99%+) through liquefaction and fractional distillation. Ideal for hospitals, industrial gas suppliers, and heavy manufacturing.
PSA Plant (Pressure Swing Adsorption)
Uses adsorption materials to selectively separate gases. Best for smaller oxygen generation systems where moderate purity is sufficient. Compact, cost-effective, and easy to operate.
Membrane Separation Plant
Uses hollow-fibre membranes to separate nitrogen from air. Suitable for lower purity nitrogen generation with no moving parts, zero maintenance, and instant start-up — perfect for purging and blanketing applications.
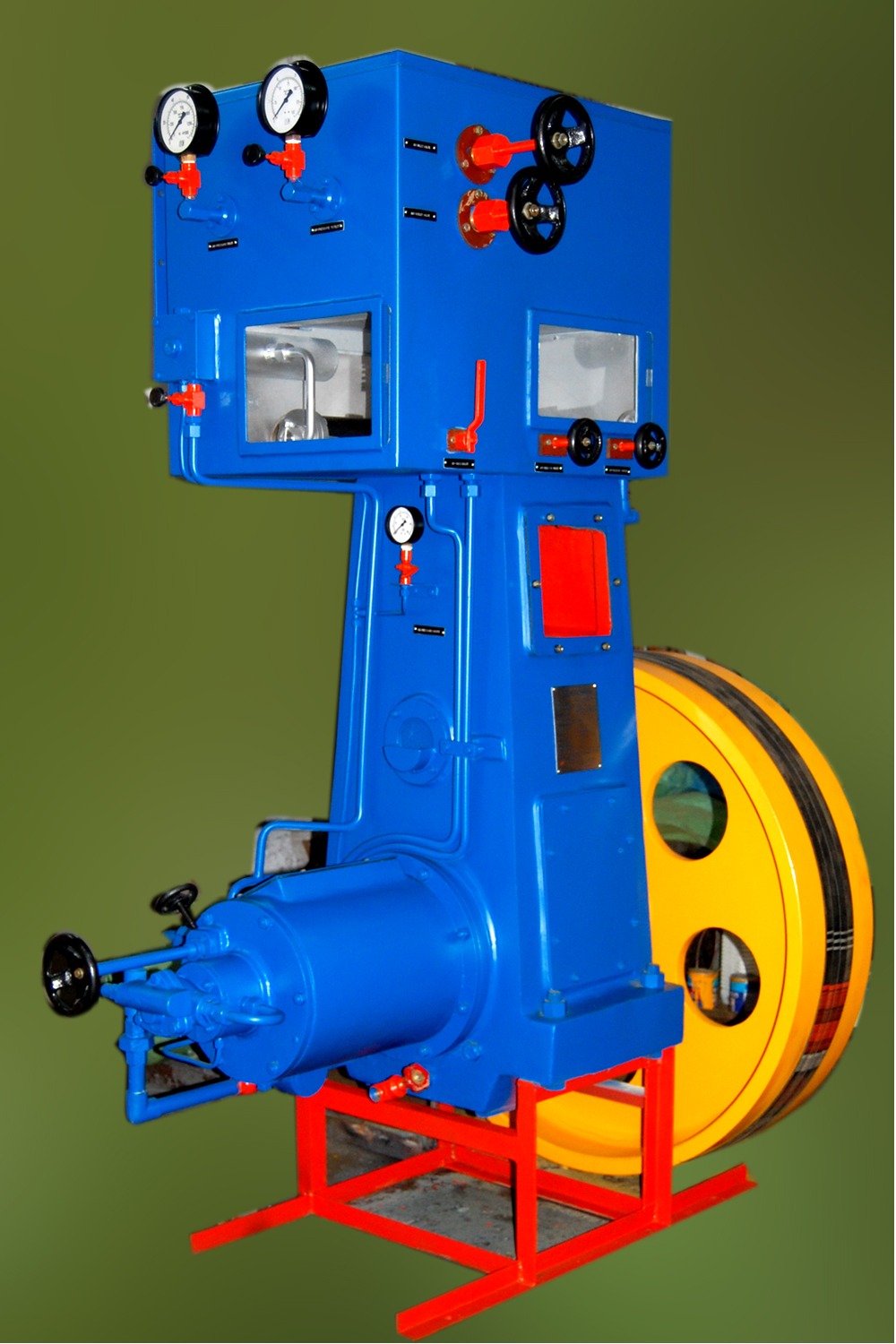
Our Plants in Action
Precision and reliability in every gas generation plant.



Medical & Industrial
m³/hr Available
After Defrost
Power-Efficient Plants Built for Performance & Reliability
Tech Care India supplies advanced Oxygen Gas Plants engineered using cryogenic air separation technology — delivering exceptional purity, minimal power consumption, and dependable 24/7 operation.
Our systems eliminate dependency on external gas suppliers by enabling on-site production with high purity, consistent performance, and complete operational control.
We provide end-to-end support including installation, commissioning, and annual maintenance to ensure peak efficiency from day one.
What Makes Our Oxygen Plants Stand Out
Medium Operating Pressure
Operates at just 32–35 kg/cm², significantly reducing energy consumption vs conventional high-pressure systems.
Cryogenic Liquid Oxygen Pump
Seamless cylinder filling of dry gaseous oxygen at desired pressure up to 200 kg/cm²g — safe and efficient.
Integrated Molecular Sieve Dryer
Removes moisture, CO₂, acetylene, hydrocarbons, and all impurities before separation for ultra-clean output.
Fast Start-Up
Only ~8 hours to resume full production after defrost cycle. Short stop requires just 1–1.5 hours to restart.
Dual Production Capability
Simultaneously produces high-purity Oxygen (99.6%) and Nitrogen (99.9999%) at no additional cost.
Compact Layout
Complete plant and cylinder filling station fits within a compact footprint — ideal for space-constrained sites.
Built to Outperform Industry Benchmarks
Industry-Leading Energy Efficiency
For 250 m³/hr capacity and above under normal continuous operation — one of the lowest energy profiles in the industry.
Exceeds Rated Output
Output typically exceeds rated capacity due to efficient design, precision engineering, and high-quality materials.
Long Defrosting Cycle
Super-efficient expansion engine ensures rapid cooling, reduced startup time, and long-term power savings.
How Cryogenic Air Separation Works
Air Compression
Atmospheric air drawn in and compressed to required working pressure.
Purification
Molecular sieves remove CO₂, moisture, acetylene & hydrocarbons.
Heat Exchange
Compressed air pre-cooled through multi-pass heat exchangers.
Liquefaction
Expansion engine generates refrigeration, liquefying the air stream.
Separation
Distillation columns separate O₂ & N₂ for delivery or cylinder filling.
Air Compression
Atmospheric air is drawn in and compressed to the required working pressure.
Purification
Air passes through molecular sieves removing CO₂, moisture, acetylene & hydrocarbons.
Heat Exchange
Compressed air is pre-cooled through multi-pass heat exchangers for liquefaction.
Liquefaction
Expansion engine generates refrigeration, efficiently liquefying the air stream.
Separation & Delivery
Distillation columns separate O₂ & N₂ for final delivery or cylinder filling.
Why Choose an On-Site Oxygen Gas Plant
99.6% Purity
Medical and industrial-grade oxygen delivered consistently without compromise on quality.
Superior Long-Term ROI
Significant cost savings over time with independence from external oxygen suppliers.
Power-Efficient Processing
Cryogenic technology with one of the lowest energy profiles available in the industry today.
Supply Independence
Zero dependency on external LOX/LIN supply chains — full operational control at all times.
Highly Customizable
Capacities from 40 to 1500+ m³/hr — scalable as your production needs grow over time.
Full AMC Support
Installation, commissioning, and annual maintenance support across all domestic and international regions.
Production Capacity Table
| # | Model | O₂ Qty (m³/hr) | O₂ Purity % | O₂ Pressure (kg/cm²) | N₂ Qty (m³/hr) | N₂ Purity % |
|---|---|---|---|---|---|---|
| 1 | TCI-ORG 80 | 80 | 99.6 | 150 | 275 | 96 |
| 1A | TCI-ORG 80A | 70 | 99.6 | 150 | 250 | 99.5 |
| 2 | TCI-ORG 100 | 100 | 99.6 | 150 | 450 | 96 |
| 2A | TCI-ORG 100A | 90 | 99.6 | 150 | 400 | 99.5 |
| 3 | TCI-ORG 200 | 200 | 99.6 | 150 | 700 | 99.5 |
| 4 | TCI-ORG 300 | 300 | 99.6 | 150 | 1300 | 98.00 |
| 5 | TCI-ORG 400 | 400 | 99.6 | 150 | 1600 | 98.00 |
| 6 | TCI-ORG 600 | 600 | 99.6 | 150 | 2940 | 98.00 |
| 7 | TCI-ORG 1000 | 1000 | 99.6 | 150 | 4500 | 98.00 |
* Provisions can be made for tapping up to 20% liquid oxygen/nitrogen simultaneously with gaseous oxygen, at additional cost.
* 100% dedicated Liquid Oxygen and Liquid Nitrogen plants can also be custom designed and offered.
Other Specifications (8 Hours)
| Specification | ORG 100 | ORG 200 | ORG 300 | ORG 400 | ORG 600 | ORG 1000 |
|---|---|---|---|---|---|---|
| Air Pressure (starting) | 45 kg/cm² | 45 kg/cm² | 45 kg/cm² | 45 kg/cm² | 45 kg/cm² | 45 kg/cm² |
| Air Pressure (normal) | 35 kg/cm² | 34 kg/cm² | 34 kg/cm² | 34 kg/cm² | 34 kg/cm² | 34 kg/cm² |
| Starting Time (after defrost) | 8 Hours | 8 Hours | 8 Hours | 8 Hours | 8 Hours | 1 Hour |
| Starting Time (short stop) | 1½ Hours | 1 Hour | 1 Hour | 1 Hour | 1 Hour | 1 Hour |
| Defrost Time | 8 Hours | 9 Hours | 8 Hours | 8 Hours | 8 Hours | 8 Hours |
| Defrosting Cycle (normal) | 9 Months | 9 Months | 9 Months | 9 Months | 9 Months | 12 Months |
| Cylinder Filling Manifolds | 2×12 Nos | 2×24 Nos | 2×30 Nos | 2×50 Nos | 2×70 Nos | N/A |
| Cooling Water Requirement | 30 m³/hr | 50 m³/hr | 70 m³/hr | 80 m³/hr | 150 m³/hr | 250 m³/hr |
| Inlet Cooling Water Temp | 25°C | 27°C | 27°C | 27°C | 27°C | 28°C |
| Total Weight (approx.) | 29 Tons | 45 Tons | 50 Tons | 80 Tons | 100 Tons | 140 Tons |
| Assembly Height | 8.1 M | 10.5 M | 10.5 M | 10.5 M | 10.5 M | 12.5 M |
| Max Roof Height | 10 M | 12 M | 12.5 M | 12.5 M | 12.5 M | 14.5 M |
| Area Required | 12×12 M | 35×15 M | 35×15 M | 35×15 M | 35×15 M | 50×20 M |
| Power Supply Required | 400 & 230V | 400 & 230V | 400 & 230V | 400 & 230V | 400 & 230V | 440V 3Ph 50Hz |
* High purity Nitrogen up to 1 PPM can be tapped simultaneously with a separate liquid Nitrogen pump in modified plants, at additional cost.
6N Grade Available
m³/hr Available
Operation
Precision-Engineered Plants for Purity & Reliability
Tech Care India designs and manufactures Nitrogen Gas Plants tailored to your exact purity, capacity, and infrastructure requirements — delivering uninterrupted supply where it matters most.
Our Nitrogen plants are built for industries where purity, reliability, and steady supply are absolutely critical — from food processing and electronics to oil & gas and pharmaceuticals.
We provide complete support including installation, commissioning, and annual maintenance contracts to ensure peak performance from day one.
Industries We Serve
Our Nitrogen Gas Plants are designed for industries where purity, reliability, and steady supply are critical.
Types of Nitrogen Generation Systems
Cryogenic Nitrogen Plants
Suitable for medium- to large-scale production with purity range of 99.9% to 99.9999%. Highly stable for continuous industrial duty — ideal for demanding, 24/7 operations.
PSA Nitrogen Generators
Pressure Swing Adsorption systems for low to medium flow requirements. Compact, energy-efficient, and easy to maintain — ideal for on-site generation with purity up to 99.999%.
Membrane Nitrogen Systems
Hollow-fibre membrane technology for lower purity applications (95–99.5%). No moving parts, zero maintenance, and instant start-up — perfect for purging and blanketing uses.
Designed & Manufactured Tailored to You
We design and manufacture Nitrogen plants tailored to your exact specifications — no off-the-shelf compromises.
- Your required purity
- Target production capacity
- Space and infrastructure constraints
- Operating cost goals
- Compliance and safety standards

Built for Industrial-Grade Performance
Ultra-High Purity Available
Cryogenic Nitrogen plants deliver purity from 99.9% up to 99.9999% — meeting even the most stringent semiconductor and pharmaceutical standards.
Large-Scale Capacity
Scalable plant designs from small on-site units to full-scale industrial plants — built to grow with your business needs.
Continuous Stable Operation
Engineered for uninterrupted, round-the-clock operation — highly stable for continuous industrial duty with minimal downtime.
Why Choose an On-Site Nitrogen Gas Plant
Up to 99.9999% Purity
From standard industrial grade to ultra-high purity 6N — precisely matched to your application requirements.
Reduced Operating Costs
Eliminate recurring costs of buying, storing, and transporting bulk liquid nitrogen cylinders permanently.
Complete Supply Security
Never face production halts due to supplier delays or shortages — your nitrogen supply is always under your control.
Scalable for Any Demand
Modular designs allow capacity expansion as your production requirements increase, without complete system replacement.
Energy-Efficient Design
Advanced cryogenic and PSA technologies ensure minimal power consumption per unit of nitrogen produced.
Full AMC Support
End-to-end service including installation, commissioning, and annual maintenance across India and internationally.